
=========================================================================
A herd of PzKw III!
I've been away far too long.
My involvement with panzer III types began nearly 27 years ago before I moved to my current home and decided I wanted a StuG III, a later type. Once I built the basic model I've not touched it since. Over the years I've collected the makings to 4 additional Pz III type models. The total beginning with my own scratch built which I've listed below:
Panzer III types in the listIt's not like I don't have anything else to do! My other projects detailed on this site are not exactly finished! However it is more out of fear that if I don't move these forward there's the real danger of misplacing critical small parts. Make no mistake.. to finish 5 models or even to get them on their own tracks will be daunting...even my own scratch built will be reworked somewhat. The first order of business is to make/ or remake all 5 hulls as strongly and as uniformly as possible, much of the models I purchased in Germany ( ebay) were expoxied together - that has to go. I alsdo spent a goodly amout of time cleaning up 140 Pz III wheels casting I have in order to begin assembling them PLUS I made two rubber tire molds.. ....that's all for now... more to follow soon.05/28/2016. Jerry
I had actually done quite a bit of work on the Pz III family since I wrote here last. I have many photos and much to tell of what I've done. I should also say since last I wrote I've also retired! I am free! How cool is that right? Jerry 02/16/2018
As I mentioned the first thing I tackled was the 120+ road wheel castings and rubber tires. My goal was the make them as nearly identical to each other as possible. I say this as I did not cast these , don't know who did them all( some where from Thomas Wittgrebe) and there were variations. This represented days of machining so I could fit bronze bearings to them. I also made 2 vulcanizing rubber tire molds, magaing to crack one as I attempted to compress raw rubber into it before realizing I hadn't made expansion vent holes. The wheels are finished to the point of mounting but I still need to make and mount covers( hubcaps). I will make a die to press these from thin steel or aluminium.




The next parts I tackled were the final drives. These turned out to be a mini-project in their own right. I made a decision that I wanted the drives to actually be functional meaning they would have an actual functional reduction gearing. The housings went through two pattern revisions so I actually cast the parts twice to produce 10 finished drives. First to be cast were the sprocket bodies, I decided these were to be used with actual tooth rings as the originals. I actually used my original pattern of 28 years ago after I trued it and modified the profile and shape. See below. Next were the sprocket rings. Jerry 02/17/2018




Once the sprocket bodies were machined and assembled and trued, as much as possible I decided how I wanted to make the toothed ringed to engage the tracks. Here was a decision point. I knew I was to use two basic track types or rather materials; aluminum track from Thomas Wittgrebe and bronze tracks from Geisswerk. The bronze track need a steel sprocket ring, aluminum will not be strong enough. When I purchased the track from Geisswerks I also purchased the sprocket ring blanks. But I hadn't enough for the aluminum tracks so I decided to machine my own. I later purchased a full twenty steel sprocket disks but only used enough for the bronze track. My stubborn streak had me use my own for the aluminum track. To macine the blanks into the rings needed I made a crude but very effective fixture for my lathe that allowed safe machining of the disk while fully supporting it once machined. This was particularly important for the aluminium rings as they in their final state seemed to be fragile although once mounted to the sprocket body this didn't seem to be the case. Below are some of the steps I performed on these













While I was pleased with how my self made sprocket rings turned out I was ultimately disappointed by the error I introduced into some of the parts by being too aggressive when drilling the bolt holes in the disks initially. The small drill wandered sufficiently to make several disks unusable. I will likely use these as carried 'spare parts' aboard the tanks as I've seen photos that support this. It can't be readily seen in the photos but those showing the teeth being cut actually represent multiple rings at once. The more successful runs was where I limited the number of disks to 4 at a time. Not from the tooth cutting but rather the hole drilling. Also I think I used two different alloys as I generally use what comes to hand in my shop. It was a very useful experience especially making the fixture for holding while machining as I will be doing this again as I get to other models in my queue of which there are a growing number now thanks to Christian Ludwig's ability to deliver 1/10 scale plate kits, Geissworks tracks and a laser cutting firm I found who will deliver stainless steel sprocket blanks at a very reasonable cost given proper drawings! You should be able to pick out the different materials in the photos, steel and aluminium for the sprocket rings. I was concerned with maching the stainless steel rings as stainless is notorious for being cantankerous while machining but it all came off quite well. Jerry 2/17/2018
The next section will discuss the effort I follwed to make the final drive housings. As I mentioned earlier I decided that I wanted these units to be self contained components to simply be located in the right position on each model and then bolted in place more or less like the originals. To be included is a 3 or 4 to 1 reduction gear I believe I settled with a 4:1 ratio. For the pattern I used some parts that had been included with one of the parts lots I'd purchased years back but with significant modifations. As I also indicated above I revised these patterns twice and below I will show what I did and the considerations I had to take into account.
In building the final drives I had to consider the spacing in the sprocket with respect to the tank hull- this spacing is critical to the proper 'tracking' of the track and if incorrect by any significant amount would contribute to the model 'throwing' its track particularly under load and during turns. This spacing, assuming the sprocket itself is made correctly is primarily influenced by the thickness of the final drive housing and associated parts. As many of you know I generally do not work from prints but rather sketches and simple drawings I make as I go. I wish I did have prints. I realize I could make them using any number of CAD programs but even though I've wanted to learn one of them I've never sat still long enough to do it. So I continue to use my tried and true methods.
Below a test part I did casting the brass bearing into the casting directly. I decided I didn't like this

Next two photos show castings still in the sand


Next several photos show brass bearings in place and beginning machining operations.



Next photos show bolt pattern holes drilled. I made a special counterbore to machine the flat bolt head recesses. Also made a steel drilling template to drill all the mounting holes the same( except for first parts).


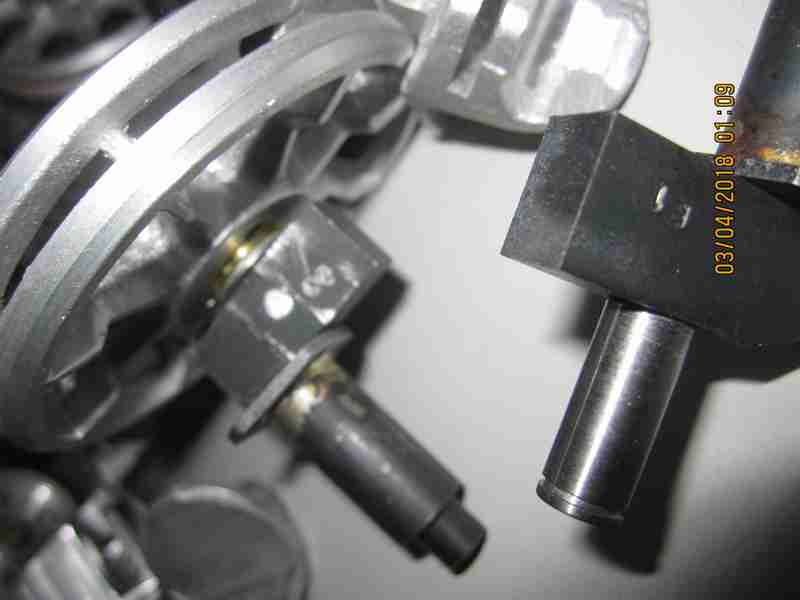
The following photos show making and installing the support bearings for the pinion gear shaft I used a very fine thread for the bearing shell mounts.




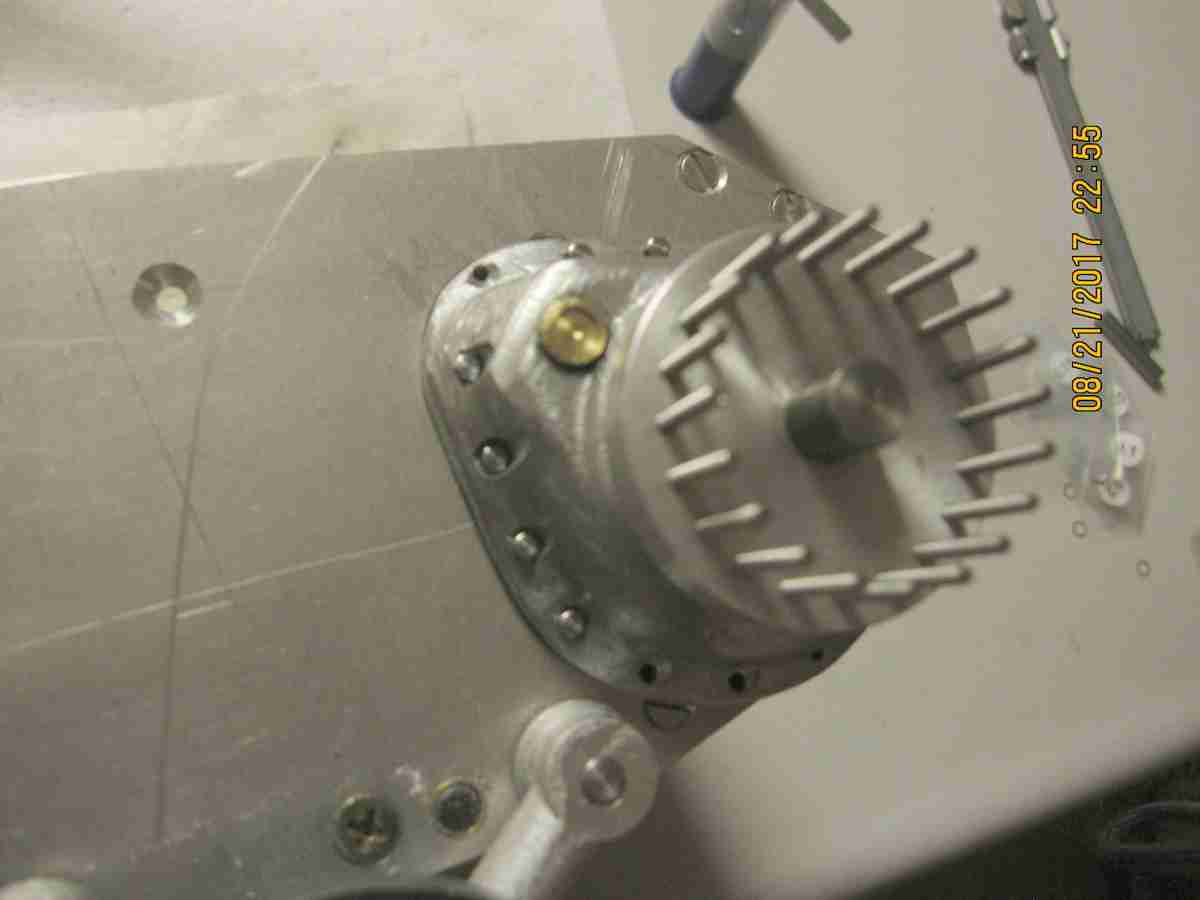
I used a keyway broach to cut the keyways on the driven gears and a woodruff ket cutter for the output shafts. The keyway in the gears may be seen in various photos. One of the other decisions I'd made early on was that the sprockets would mount on the final drive output shafts in a way similar to that of the originals meaning the twenty bolts on the output shaft 'flange' would do actual work. These are 20 1-72 stainless steel screws and I think they will be strong enough! I am skipping ahead to show the final drives in nearly complete form with one mounted to show essentially the progress up to the point I stopped in August of last year. I made backing plates to which I could also attach support beaings for the driven and pinion gear shafts. I also have a short video of on drive under power using an cordless drill. I have moved on to making the idler wheel assemblies and that is where I am beginning to get traction. Jerry 02/18/2018





Compounding my current struggles in focusing is the realization of how much work I yet need to do. I have also supplemented my cable TV with NetFlicks and Amazon Prime this past year- there is so much wonderful content there!! I find myself curling up on my sofa after dinner and bing watching then falling asleep getting nothing done on any project! I am struggling with the idler wheel assemblies. so far I have made the mounts, arms and the wheels of course; the wheels are from the best of the castings I had. I have made 10 assemblies so far with two having cutouts for the wheel axle. On the other end I have the tow / tension adjuster bracket in the works as well mostly as semi machined castings. See the images below. Jerry 02/22/2018





Cutting one of the last tension adjustment/ tow hook brackets

Baby steps. made some progress on the idler assemblies. I proceed slowly with these as I don't want to remake them or make mistakes I'll pay for later. One example is this. When I attahed the mounting or main shaft to the arms I silver brazed them with an idea to running a pin through them later that would also catch the adjacent shaft for the idler wheel itself pinning them both. I still may do that however when fitting a snug idler shaft I tapped the assembly on a steel block on my workbench. To my horror the main shaft snapped like a twig! An 8mm steel shaft. You guessed it I cooled the braze joint too quickly embrittling the shaft. I hastily annealed the remaining parts. One has to think at every step. See the progress below. Jerry 02/26/2018



I wanted to test out assembling the idler wheel shaft to the tensioner arm. I debated how I would attach these as I brazed the tensioner shaft and was concerned about fiddling with the hardness of the assembly again. I decided that nothing satisfies like a good old fashioned rivet so that's what I did: I riveted the idler wheel shaft to the tensioner arm. I prepared one assmbly and liked what I saw so on to the 9 others. I used steel washer as spacers and also cut grooves on the idler wheel shafts to use "C" clips to serve as retainers. After this it will be cutting the pivot point and making the connector for the threaded adjusting point and the threaded tension adjuster. Jerry 03032018


I've returned to the panzer III project. All of my building projects have been long winded, I never finish anything straight through. Not building to a schedule or for anyone but myself I have that luxury; if I were suddenly required to build on schedule I'd hate it and my interest in the hobby aspect of building wouldn't last long. I'd have to focus on a few models and create jigs, fixtures and other devices to enable me to build more efficiently else I'd go crazy. Anyway enough of that. I have been working out how and where to mount the idlers. This was the first time I've felt the sting of my not working off drawings or blueprints. I'm forced to interpret what I see in photos, other models as well as such not technical drawings as come available. I realized to place the final drives and idlers in the best manner I'm able I needed to disassemple the models so I could work with just the sid plate in order to drill the substantial number of holes needed. Once this is dobe I could work with the assembled hull as a unit. I decided to begin with the SIG 33 as I'd already mounted one final drive. Now I will have the drives idlers and road wheels mounted on this chassis and will work on the track tensioner. I decided to make a semi-generic( either left or righthand) duplicate of a lower hull sideplate so that I can use it as a templet for marking all the other hulls to be as this first one. Below see the progress. Jerry 04302018




A preview of things to come. Pictured below is the SIG 33 wearing its partial running gear and tracks. Obviously the return rollers aren't in place nor is the track its proper length; in fact there are all manner of things yet to be done. However it does take shape! I try not to think about just how much work remains to be done or it makes me want to take a nap! Jerry 05/01/2018


More progress as I continue to fit the final drives and idler assemblies to the various hulls. There are slight variations in these hulls anmd while my components are fairly uniform I must tweak the installations ever so slightly for each one. In paricular I have to slightly move the placement up or down by a few millimeters for each. Also since these hull parts were originally made by different builders I'm fighting holes in the lower hull side plates put there in support of their original plans. Across all 5 hulls, including my own, I'm applying a unified set of components and making the appropriate mounting holes.The final drives with some 16 1-72 screws to mount each unit pose the most challenges. Unlike the full size hull which is welded steel my aluminum hulls are made of 2-3mm aluminum plate that is held together by screws and and gussets made of 6,5mm square aluminium. These gussets on the bottom of the hull work very well but get in the way of many of the final drive mounting screws. So I must get inventive. Below see the progres. The last photo shows the third hull, a pz III L ( pwehaps. The other hull on its track is planned as a StuH. Jerry 05/04/2018



I continue to do the initial fitting of the final drives and the idlers, and I now have 3 of the 5 models sitting on their tracks but all without return rollers, shock absorbers and track tensioners. The spacing of the road wheels, idlers and sprockets is temporary although the sprockets have little facility for adjustments. I plan to move out the roadwheels and idlers about .080- .125" relative to the side of the hulls. Also now that the final drives are more or less completely bolted onto the hull side plates some have become stiff and difficult to rotate so I may need to do some rework there or apply shim washers (or remove some). At least one final drive or rather the sprocket is scraping on the final drive housing so that needs attention. What I made the final drive assemblies I tried to be good and number the parts groups to avoid misxup as they are somewhat hand fit assemblies. I'll begin work on the forth hull tomorrow than it's on to my original StuG III which I've not touched in any significant way since I built it 20+ years ago. Jerry 05/06/2018


Now the forth model can sit on its own tracks. Only my old StuG III remains to be revised


I fit the new final drives, idlers and revised roadwheels( from castings I'd made some years ago) to my old StuG III. I've not touched this model since building it some 25 years ago so I was interesting to see what I'd done back then. I remember how happy I was to have someone send me a 1/10 scale blow up of a drawing for the pz III lower hull. I'd made the pattern for the sprocket from an enlarged drawing and cast the entire srocket, final drive housing, idler as well as tracks from zinc alloy which all together made this model enormously heavy. For years I was pleased with my handiwork but have long since seen the weaknesses in what I'd done. I actually think the track I'd made while far from perfect was the best effort from back then but I've decided to replace it. The sprockets I set aside for this rebuild are equipped with steel rings so it will be a natural fit for Geißwerks Pz III tracks, in fact I have ordered a set of his 'Eastern tracks' - Ostketten). While I'd done initial setup for the other 4 models in this group I never did do much for this one. The wheels needed fitting and bearings which I had to make from thick wall brass tube. My plan at present is to use as much of my original work as possible so I will resuse the torsion bars, clunky swing arms and roadwheel axles. At the moment I am making more rubber tires for this model and I need to make about 10 more. With the addition of these upgraded parts this model will look much better. After this one is set on its track I will move on to making reurn rollers for the other 4 and then the track tensioners for all. Jerry 05/15/2018


A question of track...
I hate making tracks. Of all the tasks associated with building a tank model the chore of making tracks is the most mind numbing, tedious and stressful tasks. In particular drilling pin holes. I'll write more on this tomorrow but even thinking about this makes me tired! Jerry 05/15/2018


I spent some days making a track drilling jig. I'm no expert by any means but even I know it is ket to be able to keep a link casting as stationary or fixed as possible while drilling the pin holes. Also key with small links like these which neccessitate a small, thin drill it also become neccessary to provide support for the drill bit to the full distance of its travel. The original fixture I have was set to use 1,4 and 1,5mm drills and for my version I set it to use numver 54 and 53 drill respectively. These compare favorable with the1,4mm being equivalent to 0.055" diameter ( a number 54 drill = 0.055") and a 1,5mm drill = 0.0590" ( number 53 = 0.0595"). I have metric size drill down to .5mm but I purchased them on ebay.de and I suspect their quality is not really up to a lot of drilling even in aluminium. Drilling links goes very slowly and with much A1 cutting fluid. I hate breaking drills as it is such a hassle . I made my version of a drilling jig with sectional drill guides from tool steel to make both clearing broken drills possible and when the drill guides become too worn I can replace them separately. Jerry 06/04/2018
p>


I've spent the last couple of weeks tweaking my drilling fixture and then drilling the pin holes in the track links I need for my original StuG III. I drilled a lot of links. There was a short length of track already prepared that I used in one side I ended up preparing and drilling about 160 links. I'm happy to say that I actually was able to keep drill breakage to a minimum. The drill that suffered the most was the thinner number 54 drill. I broke two but was able to resharpen then several times so overall I used 3 separate 54 drills. The number 5 3 drill fared better and during in drill the last 99 links I used the same drill, unbroken. The longer opoeration was the initial preparation of the link castings and drilled the first, smaller hole. Where I set a daily goal of between 5 to 10 links for this first operation which was to clean up the castings so they would fit the fixture reasonably consistently and then drill the small hole which was on the long side of the links. The second operation which was to drill the second rear and larger hole went much much faster and I was able to drill 80 links the first day I began.As the links now already fit the fixture all I needed to do was to pop the casting in the fixture and drill. In all honesty the track aren't perfect but they should work reasonably well.Jerry 06/19/2018





Work continues on the 5 models although I feel a need to take a break from then shortly. I made the return roller mounts and attached them for 4 of the models with my original already having these. I decided I wanted to make the return rollers and mount them for all the models before I tackle the tension adjusting mechanism for all five. I still need to adjust the spacing of all components except for the sprockets with respect to the track center line. Also I need to set make permanent the swing arm angles. I may break before finishing the tension mechanisms as I do not want to grow fatigued to the point where I'll make mistakes. I will spend a little time puting in brackets and guides to hold the upper hulls as it's annoying that these parts can slip off and create mischief. Jerry 07/06/2018
I managed to get a summer cold a week or so back, as always my sinuses pay the price. It's awful and I'm a big baby to begin with. I think the worst part is knowing a cold is coming and there's little I can do about it! Anyway... I've been making slow progress between one thing and another. I looked at the fact that I essentially need return rollers for four of the models. On the surface, depending on how you see them that is as 24 complete roller assemblies or 48 halves to be assembled into 24 rollers. I could have machined 48 parts from aluminium bar to be assembled later, or I suppose machined 24 spool like rollers from the same bar stock. I blanched at the prospect of machining that much aluminum. don't know why really but I just decided I wanted to do something different using some materila I already have. I decided to make them from steel, silver brazed together. I purchased a length of welded seam thick walled steel tubing and a box of sthick stainless steel washers. I cut 48 pieces of tubing which required that I ream the inner diameter to remove the weld seam and make the id a uniform smooth(er)size. Next I made an alignment tool to align the backing washer, to serve as the inner guide of the rollers as per the original, with the tube section prior to brazing. Then on to brazing these parts. As always is the case the more I did the better I became and it is a joy to see the braze wet and flow around the diameter of each part. Next funtion will be to turn down the outer diamter to perhaps 50% of the original thinkness and the washer to a smaller diameter and thickness as well. The finished roller is to be about 31mm in diameter with tire. After turning all the roller bodies I will make the joining hub with oilite bearing and provide some sort of 'hubcap' to finish the roller bodies. Of course finally I will make a tire mold to form the tires. Sadly,I may need to relocate the roller mounts I attached previously as I believe I may have miscalculated where they need to be: I feel they are mounted too high. See photos below of the progress. Jerry 08/01/2018





I have been making progress on the models however I have to say: if I could go back I'd stop myself from going down the path of making these from steel!. Arrrrgh, not one of my better decisions. I originally thought I'd save on materials cost as I was up against making a lot of these. 48 return roller wheels, 24 hubs to make 24 complete roller assemblies. Fabricating them the way I did was a great amount of work and I used a lot of silver braze in the process. Just to get the steel pipe sections into a uniform state took 5 separate operations alone, then there was brazing the washer to the tube sections then multiple passes on the lathe to get the brazed pats to be true and uniform. Then came making the hubs, another 5 operations to get them to the state where they could be fitted to the wheels. Next will be figuring out how to attach the three parts together. None of this covers the more than significant amount of lubricant needed during the turning processes and the mess than involved. Again, Arrrrgh! And after all this time I'm not even certain they will be proper and actually work! I still need to make the rubber tires for all 48 wheels and eventually 24 axles and some sort of center cap. Ahhhhhhhhhh but I love this! I really will take a break from these once thhe rollers are finshed and mounted. Jerry 09/02/2018


Finally began to make the rubber tires for the return rollers. I made two vulcanizing forms. These are pretty small so I need to practice a bit working out the best way to fill them. Below you may see the first 4 tires I made; two are decent but the other two, on the left roller are not really very good. It usually takes me a few tires to get the process set. I try to balance squeezing in the raw rubber sufficiently well to fill the form properly to create a fully filled out tire but not over full so as to force the rubber to bleed into 'flash' so I don't have to spend a lot of time on cleanup. Jerry 09/16/2018


I have to watch myself as I find I can easily wander off course and my hobby work suffers. Focus, focus, focus; on the things that sustain me, the passions that move me! I'd spent boatloads or if you prefer an even more arcane measure a 'buttload' of time and effort preparing the basic components for the return rollers. That such small things, even though I made 24 of them would chew so much time. Who knew?? I've assembled rollers for two of the four which need them, only think lacking are the means to retain the rollers on their shafts. I ended up silver brazing the parts together, including the wheels to their hubs; it seems to work so far. Unfortunately I wanted to make the rollers 31mm in diamter which is a scale diameter for these however I find that the place ment of the mount points is uniformly too high for all 4 models so I must lower them. I follwed someone else's measurement blindly which to my ultimate annoyance was incorrect. Serves me right. I alsofinally got around to setting all of the torsion bars and swing arms on all four models properly so the set screws can set them properly. I trimmed the torsion bars as some were too long as well as a few road wheel axles. In terms of the return rollers I still have only 4 tires made but I went ahead and mounted the rollers on two of the 4 models thus far. Please note that all of these components( save for the final drive/spockets and road wheels are trial fit- all of these depend on the track tensioner which I have yet to build. The idler wheels themselves are not yet finalized. I said 4 models even though I'm working on 5 becaue the 5th, my original StuG III already has return roller mounted. All of the models still need track tensioners. Jerry 10/10/2018



I've been making return roller tires and working out the track tensioner. My solution isn't terribly 'scale like' but does 'pay homage' to the original. The orifinal idler wheel axle and mounting was or appears to be a one pice forging or casting. My composite part follows the function but not so much the form. I see the work of others and for some of these builders it isn't even a question that they get the shape correct but all the maufacturers markings and texture as well. I'd love to do that and really can appreciate it when done well but I've long recognized my patience peters out before I can go that far. I do have my moments in pursuit of that nth level detail but it has never been a priority. S I wanted to put manufacturer's markings on the return roller tires but wasn't able to find a good way of doing it. I did apply some vague marks but more to confuse people into thinking they might just be worn.... The idler mounts I will be modifying to support the tensioner components. I have a photo below of my prototype. It appears strong and it works well so I'm good with that. My goal remains to complele the track tensioners for all 5 models, perhaps do a bit of tidying up and install some brackets to keep the upper hulls in place but I plan to step back from these models by the end of the year. This will allow me to work on other projects with an occasional return to one of these to work out the turret here, maingun there and the lower level details. I also want very much and I'm looking forward to this one; to modify a gearbox, from Veroma I believe, to use a HP VT49 engine for main power and a ESC controlled electric motor for steering. Reverse gear remains to be worked out. I want to use this in my original StuG III at least that is the plan. Jerry 10/27/2018



I've reached that point I set out for when I began these models. All 5 are sitting on their own wheels and tracks with idlers, return rollers and track tensioners in place. This was the point at which I felt I could step back and take on the final tasks as breaks from other models that I wish to begin on, namely the three King Tigers I have, my own original and two parts models I picked up over the years- not unlike the assemblage of PZ II parts I described at the beginning of this effort. With the Pz III set now all being at approximately the same level of development I can focus on preparing parts for casting that I need and this will interleave nicely with working on the KT set as the latter two hulls need quite a few cast parts. With each of the individual Pz III models there still needs adjustments to the final drives, ground clearance and one even needs better alignment on the tensioner. All need detail parts of course and as it is a mix of turrets and SPG types they need turret rings, trunnions for mains and the like and suspension details; shocks, limiters and what not. All in their time. I include photos of the lineup. Jerry 11/05/2018


---o0o---
---o0o---